ZNC CNC 350 450 540 750 850 1060 speedгары тизлекле EDM очкынлы эрозия формалаштыру машинасы



Featuresзенчәлекләр
ZNC CNC 350 450 540 750 850 1060 speedгары тизлекле EDM очкынлы эрозия формалаштыру машинасы
1) Е машинасының төп эш нигезләре
EDM шулай ук электр очкынын эшкәртү дип атала. Бу электр энергиясен һәм җылылык эшкәртү технологиясен турыдан-туры куллану. Бу корал белән эш кисәге арасындагы очкынны чыгару вакытында, алдан билгеләнгән эшкәртү таләпләренең үлчәменә, формасына һәм өслек сыйфатына ирешү өчен, артык металлны чыгару өчен ясалган, 1.EDM рәсемендә күрсәтелгәнчә.
Бәя, EDM
2) Машина составы
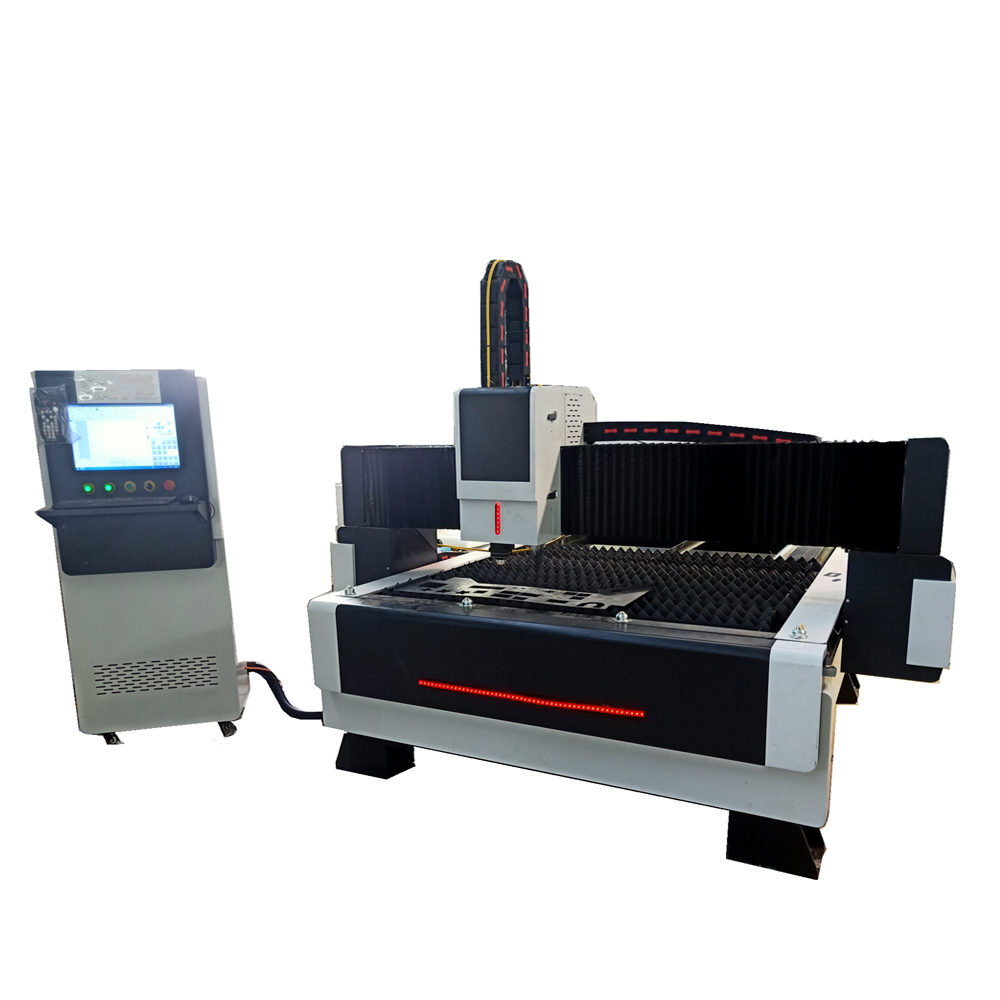
EDM төп машинадан тора, әйләнүче сыеклык фильтрлау системасы һәм электр тартмасы. Рәсем 2.EDM P.
(3)Төп машина
Төп машина электрод һәм эш кисәген аларның чагыштырмача торышын тәэмин итү өчен, һәм процесста электродны ышанычлы тукландыру өчен кулланыла. Ул, нигездә, карават, арба, эш урыны, багана, өске тарту тәлинкәсе, шакмак башы, кысу системасы, кысу системасы, майлау системасы һәм тапшыру машинасыннан тора. Карават һәм багана - төп структуралар, алар электрод, эш урыны һәм эш кисәге арасында урнашкан. Арба һәм эш таблицасы эш кисәгенең чагыштырмача торышын көйләү өчен тапшыру системасы аша эш кисәгенә булышу өчен кулланыла. Көйләү торышы турыдан-туры дисплейдагы мәгълүматлар белән, торгыч линейка белән үзгәртелергә мөмкин. Колонкадагы тарту тәлинкәсен күтәреп, корал электродын оптималь урынга көйләү өчен күчерергә мөмкин. Арматура системасы - электрод өчен кыскыч корал, ул шакмак башына тоташтырылган. Эпик башы - электр очкынын формалаштыру машинасының төп компоненты. Аның структурасы серво азык механизмыннан, кулланмадан, борылышка каршы механизмнан һәм ярдәмче механизмнан тора. Эш кисәге белән корал арасындагы агызу аермасын контрольдә тота.
Майлау системасы үзара хәрәкәтнең дымлану халәтен тәэмин итү өчен кулланыла. EDM бәясе
, EDM Пр
4) Эшли торган сыек әйләнеш фильтрлау системасы.
Эшли торган сыек әйләнеш фильтрлау системасы эшче сыек танк, сыек насослар, фильтрлар, торба, нефть танкы һәм башкаларны үз эченә ала. Алар мәҗбүри сыеклык әйләнешен ясыйлар.
5) Электр тартмасында
Энергия тартмасында, EDM эшкәртү өчен эксклюзив импульс көче функциясе, металлны эретү өчен очкын җибәрү көчен тәэмин итү өчен, сәнәгать ешлыгын алмашу токын билгеле ешлык белән бер яклы импульс токына үзгәртү. Импульс көче технологик һәм икътисади күрсәткечләргә зур йогынты ясый, мәсәлән, EDM эшкәртү җитештерүчәнлеге, өслек сыйфаты, эшкәртү тизлеге, эшкәртү тотрыклылыгы һәм корал электрод югалту.ED.
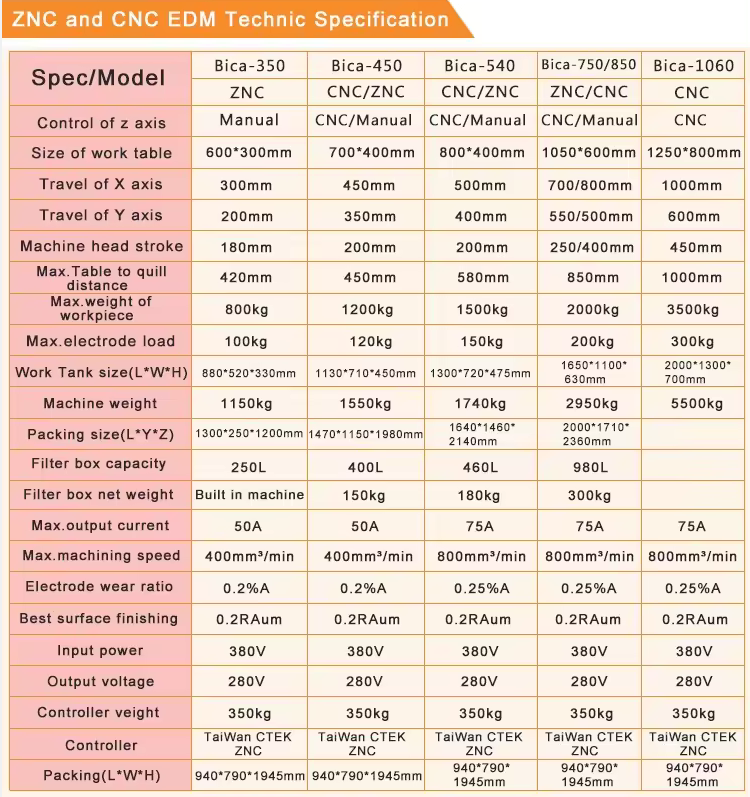
Характеристикалар